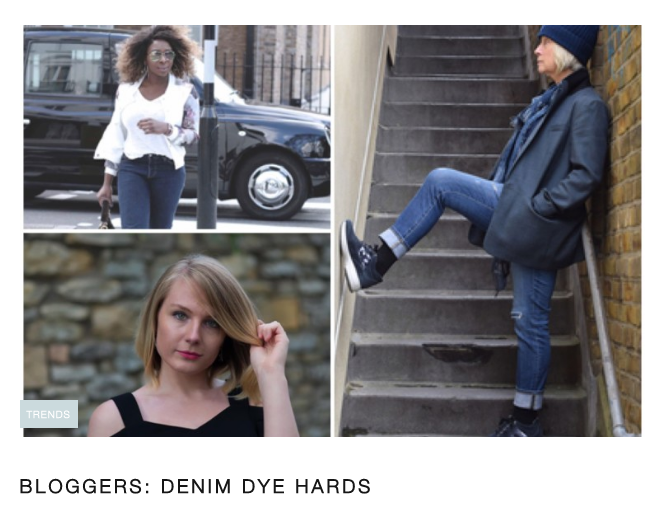
A big thank you to Carved in Blue for their interview as part of their Denim Dye Hards feature. Click here to read the full interview.
Your Custom Text Here
A big thank you to Carved in Blue for their interview as part of their Denim Dye Hards feature. Click here to read the full interview.
©H&M
©H&M
Today, being conscious in every part of the fashion making process is at the core of our business.
©H&M
How do they do it?
©Mud Jeans
Fashion is the 2nd most polluting industry in the World.
The global production of all textile fibres consumes 1 trillion gallons of water.
We want to help to change that!
Our dream is:
How?
Cotton.
Water and Chemicals.
Recycling.
MUD jeans objective is to close the loop creating cradle to cradle jeans that is commercially feasible.
©Mud Jeans
©G-Star
Attention to their social and environmental responsibility goes beyond “just the product”. The clue is in the name – RAW! The brand started by marketing only RAW (unwashed) products in order to not only tap into fashion denim but also to promote denim produced with minimum chemicals and water.
Although the product has gone way beyond the raw concept, G-Star still remain committed to being responsible producers of what has been historically a very dirty product for all who produce both denim and jeans.
Along with collaborator Pharell Williams, G-Star launched the RAW for the Ocean collection. The products in the collection are all derived from ocean plastic which is broken down and woven with other materials to create the fabrics. The fabrics are developed in collaboration with textile company Bionic Yarn and environmental group Parley for the Oceans – an initiative that raises awareness and encourages creatives to repurpose ocean waste.


The four pillars of G Star responsibility are : Responsible supply chain – making sure their suppliers adhere to international law and social responsibilities. Making an environmentally sustainable product. Adhering to sustainable operations within their manufacturing facilities. Community involvement in their locations of manufacture.
Since 2011 G Star have a partnership with MADE-BY which is a multi stake holder organisation supporting brands in implementing strategies to improve environmental and social conditions in the fashion industry.
Denim that is “built” tough enough to last whilst being gentle on the planet and the people.
Denims used by SOURCE are produced using biodegradable materials replacing all harsh chemicals in denim production. SOURCE Denim boasts a 50% less chemical, water and energy use in every pair of jeans. All jeans are 100% organic cotton. None of SOURCE jeans are laundry pre-processed with no artificial distressing, washing and chemical treatments. All are sold raw for self wearing in. This means that the water and chemical usage in SOURCE jeans is minimal. The cuts and fibre blends are designed for easy wear for an active lifestyle.



SOURCE denim jeans are made in their family owned workshop in LA which supports more than 100 workers all working under international health and safety guidelines. They collaborate with environmental associations for a better planet. SOURCE Denim gives support to: International Rivers Association – ensuring quality and quantity of water and the Washington Trails Association – helping to keep he trails clear and environment clean.
The traditional laundry process involves hand sanding, grinding, ripping to re-create an aged appearance finished off with stone or enzyme washing several times in a giant industrial washing machine with or without bleach to determine the eventual shade of indigo.
Pumice stones of varying sizes are used in the washing machine to create a worn in appearance. Instead of pumice stones we also use enzymes which are a liquidised pumice stone.
Composite Image ©TheDenimEye
The above images demonstrate the stone washing process in a modern commercial laundry. The laundry is a significant part of the jeans making process.
Stones and chemicals are heavily used to create the vintage and used washes we love so much but they do create a large amount of waste sludge that has to be dealt with in the waste system..
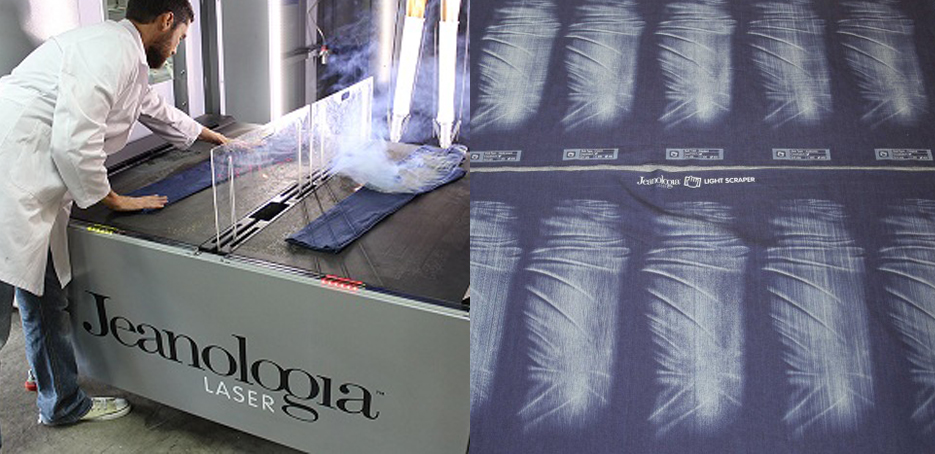
Laser finishing is a fast growing alternative to the hand degrading process.
Composite Image ©TheDenimEye
©Jeanologia
Laser equipment can replicate such effects but the denim purists can easily tell the difference, preferring the hand and stoned effects. But this process is improving all the time. Currently Jeanologia in Spain make one of the best machines for such processes.
Sand blasting whilst good at the time was outlawed some years ago as being dangerous.
Acid wash was likewise outlawed fairly soon after it became the hottest fashion jeans finish due to the fact the dry bleached stones caused skin burns and blindness in the operatives.
Composite Image ©TheDenimEye
Alternative sources of energy are now used to reduce what is an energy heavy industry – Solar Power; Wind energy; Water energy.
Composite Image ©TheDenimEye
Waste management is essential in a well run denim Mill. After the spinning process all waste cotton is swept from the floor, cleaned and re-used by blending with longer fibre cotton. Garnetting equipment enables old cotton garments to be chopped up and re-spun blending with longer fibres for strength.
Composite Image ©TheDenimEye, ©RialtoJeanProject
Re-use old pieces of denim and cut up garments to make new items. This is more a handcraft based creative approach where each piece is unique. Whilst it is not a huge commercial operation for the high street it is a growing force in the jeans industry where most dedicated jeaners love the individual revival attitude.
©Nudie Jeans
The Blue Jeans Go Green programme which is a trademark of Cotton Inc. repurposes old denim garments into Ultra Touch Denim Insulation. Apparently, it takes around 500-1000 pairs of jeans to insulate an average sized western home.
On a more handcraft level creative indigo rugs and accessories such as containers and organisers have reached an almost commercial level of “unique” pieces. Being sold in creative high street stores.
©Indigo The Colour that Changed the World, Catherine Legrand
Did you know that the fashion industry is the 2nd most polluting industry in the World? Denim itself is a huge contributor to this shocking statistic, being a really filthy business!
Cotton, water and chemicals are the main culprits. The manufacture of textile fibres uses 1 trillion gallons of water per annum with denim production using dangerous chemicals to grow cotton and creating millions of gallons of wastewater in the dyeing and make process of both denim and jeans. The denim industry uses a lot of water but manufactures products in places that don’t have enough water! Places such as Bangladesh, Pakistan, Mexico where the droughts are notorious.
The brands and retailers know there is limited water where their jeans are made but they seem not to care because the price of the jean forces them to manufacture in countries with low labour costs regardless of the water supply.
We are told that the consumers demand everything to be done as cheaply as possible whereas it is the retailers who wish to make things cheaper and ever cheaper to capture a higher margin for themselves whilst retaining or increasing their market share by advertising ever low cost jeans. This encourages the consumer to buy more and dispose of more.
I wonder what would happen if the consumer had an informed choice of the global sourcing strategy of many top jeans brands?
Whilst many denim brands are dipping their toes into the concepts of sustainability not many are really making a conscious effort to achieve this.
However, there is light at the end of the tunnel. Later in this month’s analysis of we highlight some of the brands who ARE doing their bit to help the environment, setting aside millions of $ to redress these issues and further applaud those that have built sustainability into their manufacturing strategy from the outset.
But before that let's take a look at where the issues lie, and the improvements that are being made.
©Composite Image ©TheDenimEye
It all starts with Cotton. Denim is made primarily from cotton. Although modern denims contain a number of other fibres for fashion for the purpose of this argument we will concentrate on COTTON. Cotton is a contaminating dirty crop, just 2.4% of the World's cultivated land is planted with cotton yet it accounts for 24% of the Worlds insecticide market and 11% of global sales of pesticides. It is therefore the most intensive pesticide crop on the planet.
There are different types of cotton available for the fashion industry to use.
ORGANIC cotton is grown with NO PESTICIDES but the output is very small, it is about 1/3 of normal cotton. Such that if it were to reach the output of non organic we would be taking the land from food production.
©Composite Image ©TheDenimEye
FAIRTRADE cotton means that all farmers are guaranteed a living wage for what they grow and sell.
©Composite Image ©TheDenimEye
BCI cotton - This stands for BETTER COTTON INITIATIVE - where the smaller farmers are trained to grow and harvest their crops in an environmentally friendly way by following certain guidelines:
Use just the right amount of fertilisers
Use just the right amount of water for irrigation
Manage the planting such that water does not pool” around the roots.
Control the use of pesticides.
©Composite Image ©TheDenimEye
1. Tencel. Is a cellulosic fibre originating from tree bark. It is a “greener” fibre than cotton or many other common textile fibres. It is grown in a sustaible manner - no pesticides are required to grow the trees. An organic solvent is used to dissolve the wood chips into a solution. The chemical used to dissolve these chips is very expensive so it is recycled after the process is complete.
2. Polyester. Although the fibre itself is not bio degradable if denim was made from 100% polyester this would eliminate all the currently bad elements of the current denim making process.. The fact that it is not biodegradable makes it a tricky fibre for blending.


©Blue Planet
It takes around 1,800 gallons of water to grow enough cotton to produce just one pair of regular blue jeans. “That's more water than it takes to make a ton of cement or a barrel of beer”

In the manufacture of Denim Jeans it takes approximately a whopping 9000 litres of water to make one pair of blue jeans. Within a denim plant all waste water is recycled or returned to its source which is usually a river in close proximity or used to irrigate the land. But this water whilst being clean is not always drinkable.
Ways of reducing water consumption.
Using Ozone finishing Equipment will save 12 litres of water per denim jean.
Removing the de-size process step = saving of 5.9 litres per jean.
Foam dyeingrather than rope or slasher dyeing in one generic dye bath can save up to 5.7 litres of water.
Recycling water used in the denim processes.
Composite Image ©TheDenimEye
The above images depict the original primitive method of reclaiming the used dyestuff for further use on the left with a modern water treatment plant on the right.
All denim manufacturers must by law recycle their waste water.
Water is taken from the river ( denim plants are built next to a natural water source) used for dyeing, finishing, washing in the make process of the denim fabric. After which the used water passes through a purpose built treatment plant ( above) and either re-used again and again or returned to the water source.
Composite Image ©TheDenimEye
Denim production not only uses dangerous chemicals to grow conventional cotton it creates millions of gallons of waste water in the dyeing process.
More harmful chemicals are used to adhere the dyestuff to the cotton. These are eventually washed away into the treatment plant where the water is recycled for the process to start again if the plant is a good one. Otherwise the waste water is returned back to nature.
Indigo dye is expensive therefore recycling is an advantage. To recycle the indigo dye sludge we use an Ultra Filtration process to extract the dye to re-use.
Today, less than 20% of the World's denim Mills use "pre-reduced " indigo dye which is a more sustainable dyestuff. The rest use powdered indigo which creates more sludge and slurry in the waste water. Whilst Japanese denim continues to be the most sought after in the world barely a single mill in Japan uses pre-reduced indigo. They still use powdered dyestuff. This seems not to deter the brands or the consumer who regard Japanese denim as the ultimate. Some Japanese Mills however use natural indigo which is much preferable to any chemically produced dye but it is limited in supply, hard to grow everywhere and difficult to handle, washing off extremely quickly making our favoured dark indigo shades hard to retain.
©Indigo The Colour that Changed the World, Catherine Legrand


The above images show what was the old primitive hand dye method from China and India with multiple dye baths to create the desired shade. the bottom right image shows a modern plant where the yarn has been mechanically dyed in "rope" form in huge bulk.
Pure head to toe white - a look that many find hard to pull off. But in jeanswear it is fresh and less demanding of pristine purity. The textured nature of denim creates shadows, character and a certain relaxed imperfection.
L-R: ©Ports 1961 ©Proenza Schouler
Fashion shapes in white denim outlined with black stitching. Just a touch of black to highlight or matt chrome for accessories. White alone is pure and sculptural demanding perfection of shape. It is crisply tailored or softly moulded. In this case it is a positive "colour"with an architectural shape albeit being colourless white.
L-R: ©Wanda Nylon ©Chloe
JBrand jeans have one of the best collections of black denims for both genders. Mostly in stretch and high stretch for super shaping with ankle skimming or kick flares for length interest. Fitted and formed black denims are back.
L: ©Wanda Nylon R: Current Elliot a Denim Story
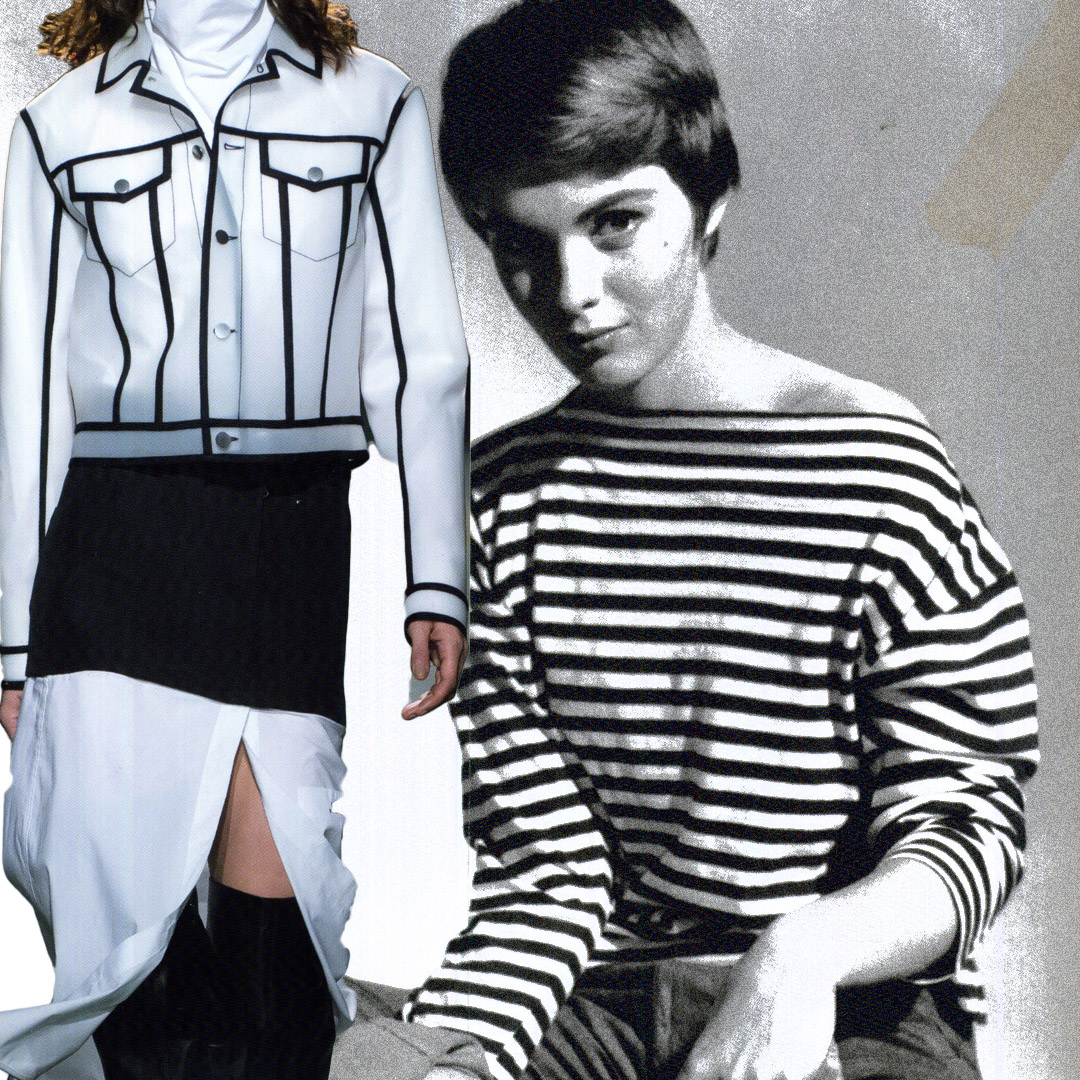
Mods influence and retro black and white. Chanel bold details look super modern. Retro black and white stripes could be 50's or 2000's. It is an enduring look which today is translated in white denim and jersey.
©Balmain
Street sport from the real Adidas stripes to its influence on black and white jeanswear. Slick contemporary sporty statements which are only successfully translated through gender neutral black and white denim and jeans.